이번 포스팅에서는 3DP라고 불리는 3D 프린터에 대한 설명을 하고자 합니다.
우선 전혀 3D 프린터가 무엇인지 모르고, 처음 접하시는 분이라면 제 블로그에서 3D 프린터에 대한 대략적인 설명을 하는 포스팅을 먼저 읽어 주시기를 바랍니다.
이 방식의 3D 프린터는 가장 큰 특징이 바로 사용하는 재료가 분말형태로 되어 있다는 겁니다. 즉 가루로 된 플라스틱 같은 재료에 주로 액체 상태의 바인더라고 하는 용액을 마치 잉크젯 프린터가 잉크를 분사하는 것 처럼 바인더 용액을 분사, 분말상태의 재료를 굳히는 방식으로 한 층인 레이어를 만들어 갑니다.
이 방법의 장점으로는 크리스토퍼 바넷의 저서 [3D 프린팅 넥스트 레볼루션]에 의하면 출력물의 제작속도가 빠르다는 장점이 있습니다. 책에서 소개한 Z코퍼레이션의 Z프린터의 경우에는 0..089~0.102밀리미터의 레이어로 구성된 15밀리미터의 구조물을 1시간만에 조형할 수 있다고 합니다.
다음 장점으로는 잉크젯 프린터처럼 3가지 색상의 칼라 잉크와 바인더 용액 혼합물을 분사해서 출력된 물체가 단색이 아닌, 색상을 지닌 채로 만들어 낼 수가 있다는 장점이 있습니다. 즉, 출력물에 색을 칠하는 작업을 따로 하지 않아도 색이 다 칠해진 조형물이 3DP에서는 나올 수 있습니다.
마지막으로 이 3DP방식의 장점으로는 지지대인 서포트가 필요 없다는 점이 있습니다.
우선 지지대-서포트에 대해서 처음 접하시는 분은 제가 지난 포스트에서 이에 대한 설명을 하였기에 먼저 읽고 오시는 것이 이해에 도움이 되리라 생각됩니다.
링크 : 지지대에 대한 설명

다른 3D 프린터의 방식인 FDM과 SLA의 경우에는 지지대가 따로 필요했습니다. 왜냐하면 FDM의 경우에는 아무것도 없기 때문에 열에 녹았는 필라멘트가 허공에서 제대로 떠 있을 리가 없으며, SLA방식의 경우에는 액체상태인 재료가 받쳐주지 못하는 문제가 있었기 때문입니다.
그러나 3DP방식에서는 다음과 같이 지지대를 따로 만들지 않아도 됩니다.

위 그림에서 보이는 것 처럼 고체인 분말이 바인더 용액에 의해 굳어지지 않더라도 이미 굳어진 재료 분말을 받쳐주기 때문에 지지대를 만들 필요가 없는 것입니다. 마치 밀가루가 가득 들어있는 상자 안에서 제일 윗 부분의 일정 부위의 밀가루만 굳어져서 고체가 된다고 해도, 여전히 가루 상태인 밀가루들이 굳어진 고체상태의 밀가루를 받쳐주고 있는 것과 같습니다.

위 그림의 UFO처럼 아랫층 레이어에 아무런 조형을 하지 않은 상태에서도 3DP방식에서는 가능합니다.
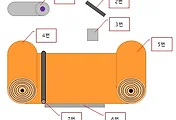
다음은 3DP 프린터가 어떤 과정을 거쳐서 출력물을 조형하는 지를 묘사한 그림을 가지고서 설명을 하겠습니다.

우선 1번으로 표시된 것이 재료 분말입니다. 주로 가루 형태로 되어있는 플라스틱이나 석고가루 같은 것이 재료로 쓰이며, 이 재료는 2번의 롤러에 의해서 옆에 있는 3번 빌드 플랫폼으로 밀려 나게 됩니다. 이렇게 빌드 플랫폼 위에 분말 형태의 재료물질이 쌓이면, 다음으로는 4번의 프린터 헤드가 마치 잉크젯 프린터의 헤드처럼 5번의 여러개의 색상으로 구성된 바인더 용액통으로 부터 바인더를 끌어와서 분사합니다.
이러한 과정을 하나하나 살펴보자면 우선 다음과 같습니다.

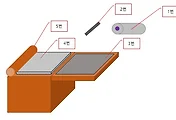
먼저 재료 분말을 보관하는 저장소에 있는 롤러가 움직여서 상층부에 있는 분말 형태의 재료를 밀어서 빌드 플랫폼으로 옮깁니다.

빌드 플랫폼 위에 재료 분말이 놓여졌으면 다음은 프린터 헤드가 가로 세로로 움직여서 원하는 조형물의 가로 절단면에 해당하는 층-레이어의 형태대로 바인더 용액을 분사해서 분말 재료를 굳히게 됩니다.

위 그림에서는 출력물이 나오는 것을 묘사하기 위해서 '출력물'이라는 글자를 만드는 것으로 묘사했습니다. 진하게 표시가 된 것처럼 재료 분말이 굳어지면, 다음으로는 저장소에 있는 밑면이 상승하고, 빌드 플랫폼은 아래로 내려가게 됩니다.

위 그림은 저장소가 상승했고, 빌드 플랫폼이 하강한 것을 묘사한 그림입니다. 저장소가 올라가서 처음 시작할 때 처럼 재료 분말이 위로 올라왔고, 빌드 플랫폼이 내려감으로서 다시 롤러가 재료 분말을 밀어서 빌드 플랫폼으로 옮길 준비를 합니다.

이렇게 올러가 분말 형태의 재료를 밀어서 옮기는 단계가 다시 반복되며, 이미 굳어진 형태의 레이어 위에 분말이 덮어지게 됩니다.

다시 프린터 헤드가 가로 세로로 움직여서 전체적인 조형물의 가로 절단면으로 재료 분말을 굳혀서 레이어를 만듭니다. 이 과정을 조형물이 완성될 때까지 반복하게 됩니다.

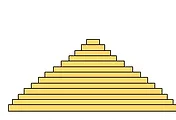
마지막 단계에 이르면 저장소에 있는 분말을 거의 다 빌드 플랫폼으로 옮겨져서 위 그림과 같은 상황이 됩니다.

위 그림은 빌드 플랫폼안의 상황을 묘사한 투사도입니다. 여기서 재료 분말 제일 윗층에 보이는 '출력물'이라는 아래로 마치 기둥처럼 세워진 아랫층 레이어가 있는 것을 볼수가 있습니다. 이처럼 3DP 방식의 3D 프린터에서는 출력이 다 끝나면 출력물이 분말 상태의 재료안에 있기 때문에 직접 꺼내야 할 필요가 있습니다.

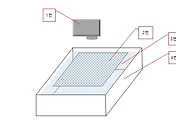
거기다가 출력물의 틈 사이사이에 아직 분말 상태의 재료가 남아 있을 수 있기에 밀폐가 되는 장치 안에서 이를 바람-주로 소형 블로어나 팬등을 이용해서 바람을 일으키는 장치를 이용해서 불어 내거나 진공 청소기와 같은 장치로 제거하는 단계를 거치게 됩니다.

비록 지지대가 없기는 하지만, 3DP 방식의 3D 프린터도 출력이후 작업이 없지는 않습니다. 위 그림은 출력이 다 끝난 다음에 나오게 된 조형물을 묘사한 그림입니다.
'3D 프린터' 카테고리의 다른 글
| LOM이란 특이한 방식의 3D 프린터에 대한 설명 (0) | 2016.12.08 |
|---|---|
| SLS 방식에 대한 설명 (0) | 2016.12.07 |
| 지지대(support)에 대한 설명 (0) | 2016.12.05 |
| DLP방식에 대한 대략적인 설명 (0) | 2016.12.04 |
| SLA방식의 3D 프린터 (0) | 2016.12.03 |